
ЕижЗЃКЭпЗПЕъЪаФЯЙВМУНжШ§ЖЮ2200КХ
ЕчЛАЃК0411-85647733
ДЋецЃК0411-85647666
гЪБрЃК116000
ЭјжЗЃКwww.wgys.cn
ЕЅТнИЫЭљИДЪНМЗГіЛњЕФЩшМЦИФНј
ЗЂВМЪБМфЃК2023-04-04
зоСЂНЈ
еЊЁЁвЊЃКЕЅТнИЫМЗГіЛњБШЫЋТнИЫМЗГіЛњгааэЖрадФмЩЯЕФгХЪЦЃЌЕЋвВДцдкВЛзуЃКЦфТнЬзЁЂЯњЖЄзщКЯБШНЯБЁШѕЃЌЕжгљЭтРДГхЛїФмСІНЯВюЁЂвзЦЦЫ№ЁЃ
ДгНсЙЙЩшМЦЩЯЖдЦфИФНјЃЌЪЧЬсИпЦфПЙЭфЧПЖШЕФгааЇЗНЗЈЁЃБОЮФДгЗжЮіЦфЩшМЦдРэШыЪжЃЌВћЪіСЫЩшМЦИФНјЯрЙиЮЪЬтКЭаЇЙћЁЃ
в§бд
ЖдБШЫЋТнИЫМЗГіЛњЃЌЕЅТнИЫЭљИДЪНМЗГіЛњгаЯТЪіНсЙЙЬиЕуКЭзїгУаЇЙћЃК
ЃЈ1ЃЉЛњЦїЙЄзїЪБТнИЫа§зЊКЭжсЯђИДКЯдЫЖЏЃЌИќвзгкЮяСЯЕФЗжЩЂЁЃ
ЃЈ2ЃЉТнЮЦНиУцЮЊОиаЮЃЌОпгаИќЧПЕФЭЦСІЁЃ
ЃЈ3ЃЉФѓКЯЮяСЯЗНЪНЮЊТнЮЦВрУцгыЯњЖЄЕФЯрЖдМєЧадЫЖЏЃЌЪЙЮяСЯЮЂЙлОљдШЛЏЃЌДгЖјаЮГЩЬиЪтЕФЭПСЯЮЦРэаЇЙћЁЃ
ЃЈ4ЃЉзѓгва§ТнЮЦНЛДэЃЌУЛгаДЙжБгкТнИЫжсЯпЕФЦНУцЃЌВЛвзаЮГЩЮяСЯВаСєЁЃ
ЩЯЪіНсЙЙЬиЕуОіЖЈСЫЕЅТнИЫМЗГіЛњЕФЯТЪігХСМадФмЃКздЧхадФмКУЃЛдгжЪЧуЯђЕЭЃЛЮЦРэаЇЙћадЬиЪтЃЛГіСЯЮТЖШЕЭЃЛЮТПиОЋЖШИпЃЛЕчСІЯћКФЕЭЁЃ
гыЫЋТнИЫЕФФѓКЯПщЖдБШЃЌЦфЖЯајЕФТнЮЦПщМАЯњЖЄзщКЯЃЌБШНЯДрШѕЃЌЕжгљЭтЮяЕФГхЛїФмСІВюЃЌШчЙћдЫаажагіЕНМгЮТВЛЕНЮЛЛђЮТЖШМБОчБфЛЏЁЂМгСЯВЛдШЁЂДѓПщгВЮяМгШыЁЂН№ЪєМўЮѓШыЕШЧщПіЪБЃЌШнвзВњЩњТнЮЦАъЖЯСбЁЂЯњЖЄДђЖЯЙЪеЯЁЃ
ЬсИпТнЬзЁЂЯњЖЄЕФПЙЭфЧПЖШЃЌЖдЕЅТнИЫЛњЕФгІгУЭЦЙувтвхжиДѓЁЃЮЇШЦетвЛвщЬтЃЌГ§СЫДггУСЯЩЯвЊПМТЧдкБЃжЄФЭФЅадЕФЧАЬсЯТЃЌОЁСПЬсИпЦфГхЛїШЭаджИБъЭтЃЌДгНсЙЙЩшМЦИФНјШыЪжЧПЛЏЦфИеЖШвВЪЧвЛИіаажЎгааЇЕФЗНЗЈЁЃ
вдЯТНЋНсКЯЩшМЦдРэЗжЮіЃЌВћЪіЫљЩцМАЕФТнЬзЁЂЯњЖЄМАЯрЙиМўЕФЩшМЦИФНјЁЃ
1ЁЂЕЅТнИЫЭљИДЪНМЗГіЛњТнЮЦЕФЩшМЦдРэ
ЛњЭВФкЕФТнИЫа§зЊКѓЃЌЮЛгкЛњЭВКЭТнЮЦЗьЯЖжаЫљАќЮЇЕФЮяСЯЛсЧАКѓвЦЖЏЁЃзѓа§ТнЮЦУцЪЙЮяСЯЧАвЦЃЌгва§ТнЮЦУцЪЙЮяСЯКѓвЦЁЃ
гЩгкзѓа§УцТнОрДѓгкгва§УцТнОрЃЌЫљвдЮяСЯзмЬхЩЯЪЧГЏГіПкЗНЯђЧАвЦЃЌетЪЙТнИЫОпгаЮяСЯЭЦНјЙІФмЃЛ
ЯтЧЖгкЛњЭВФкБкЕФЯњЖЄВхШыТнЮЦЕФПеЯЖжаЃЌгыТнЮЦВрУцЙЙГЩвЛИіИідЫЖЏЙЙЬхЃЌЪЙТнЮЦВрУцЖдЮяСЯгаМєЧаЁЂНСАшЁЂМЗбЙзїгУЃЌетЪЙТнИЫОпгаЮяСЯФѓКЯЙІФмЁЃ
ЩЯЪіСНЙІФмЕФНсКЯаЮГЩЕЅТнИЫМЗГіЛњЕФМЗГіадФмЁЃЕБШЛЃЌЮЊСЫЪЕЯжЯњЖЄдкТнЮЦжаМфДЉааЃЌЦШЪЙТнЮЦБиаыГЪЯжајаЮзДЃЛ
СэвЛЗНУцЃЌЮЊСЫдіМгЯњЖЄгыТнЮЦВрУцЕФЯрВСУцЛ§КЭЮяСЯМєЧаЧПЖШЃЌЯњЖЄБиаыбизХТнЮЦВрУцдЫЖЏЁЃТнЮЦНиУцаЮзДЩшМЦГЩОиаЮПЩвдЭЌЪБТњзуЭЦСІЕФZДѓЛЏКЭЯњЖЄФѓКЯЧПЖШЕФZДѓЛЏЁЃ
ТнЮЦАъзѓа§УцгжГЦЭЦНјТнУцЕФЕМГЬаЁгкПђМмзѓа§ЕМГЬЃЌФПЕФЪЧЪЙТнЮЦАъБфГЄЃЌДгЖјдіМгСЫЯњЖЄЯрВСУцЛ§ЁЃ
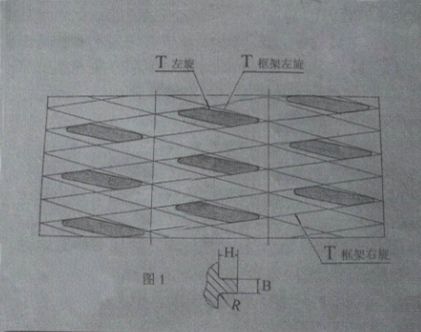
ЪЪЕБЕиМгДѓТнЮЦЩюЖШЃЌПЩЬсИпВњСПЁЃТнЬзЕФбЁВФжСЙиживЊЃЌГ§СЫПМТЧФЭФЅадЃЌШЭаджИБъБиаыДяЕНЁЃТнЮЦАъЕФЩшМЦЃЌвЛАувдТнИЫвЦЖЏОрРыSЮЊВЮПМЛљЪ§ЃЌТнЮЦЕФЕМГЬTЁЂЮЦАъКёBОљгыжЎгаСЊЯЕЁЃТнЮЦАъХХСаМћЭМ1ЁЃ
2ЁЂЯњЖЄЕФЩшМЦМАдЫааЙьМЃ
МЗГіЛњдЫааЪБЃЌЯњЖЄдкТнЮЦАъПеЯЖФкДЉЫѓЃЌЖдЦфФкЮяСЯИпЫйНСАшЁЃНСАшЧПЖШдНИпЃЌЖдЮяСЯЕФЗжЩЂдНКУЃЌМЗГіаЇЙћдНМбЁЃ
ЯТСаШ§ИівђЫиЖдНСАшЧПЖШгажБНгЕФгАЯьЃКТнИЫзЊЫйЁЂЯњЖЄгыТнЮЦВрУцМфЯЖЁЂТнЮЦАъГЄЖШЁЃзЊЫйдНИпЁЂМфЯЖдНаЁЁЂГЄЖШдНГЄЃЌЦфНСАшЧПЖШдНИпЁЃ
ЯњЖЄБОЩэЙЬЖЈВЛЖЏЃЌЯтЧЖдкЛњЭВГФЭпЩЯЁЃТнЬза§зЊКѓЃЌгыТнЮЦАъЕФВрУцВњЩњЯрЖддЫЖЏЁЃдЫЖЏЪЙЮяСЯЪмЕНАќРЈФІВСЁЂМєЧаЁЂМЗбЙЁЂНСАшЕФзїгУЁЃ
ЭЌЪБЃЌЯњЖЄЛЙгаЧхРэТнЮЦАъеГСЯЁЂДйНјЮяСЯЧАвЦЕФЙІФмЃЌгШЦфдкШкЛЏЖЮЁЃУЛгаЯњЖЄЕФВЮгыЃЌОЭУЛгаЗжЩЂаЇЙћЃЌвВУЛгаМЗГіВњСПЁЃ
ЯњЖЄЩшМЦвЛАувдТнЮЦАъНсЙЙГпДчЮЊВЮееЛљЪ§ЃЌжБОЖгыТнЮЦАъПэЖШЯрНќЁЂИпЖШЯрЭЌЁЃВФСЯбЁдёзХжиПМТЧВФСЯЕФПЙЭфЧПЖШЁЂГхЛїШЭадМАФЭФЅадЁЃ
АДееЯрЖддЫЖЏдРэЗжЮіЃЌПЩЕУГіЯњЖЄЕФдЫЖЏЙьМЃЪЧвЛЬѕгрЯвЧњЯпЃЌШчЯТЭМ2ЫљЪОЃК

ТнЬзУПа§зЊвЛжмЃЌЯњЖЄЭъГЩвЛДЮЧАвЦКЭКѓЭЫЃЌааГЬЮЊSЁЃТнЬзДг0ЖШзЊжС180ЖШЃЌЯњЖЄДг0ЮЛЧАвЦжСSЃЛТнЬзДг180ЖШзЊжС360ЖШЃЈ0ЖШЃЉЃЌЯњЖЄДгSЮЛКѓвЦжС0ЮЛЁЃ
дкетвЛбЛЗЙ§ГЬжаЃЌУПИіЯњЖЄЖМАДЯрЭЌЕФТЗОЖзпЙ§вЛИіТнЮЦАъДѓБпЁЂСНИіаЁБпЁЃNХХИіNИіЯњЖЄгыNИіТнЮЦВрУцЃЈДѓаЁУцЃЉЯрВСЃЌВњЩњСЫНЯЖрЕФФѓКЯДЮЪ§ЃЌЭъГЩСЫМЗГіЛњгІТФааЕФЪЙУќЁЃ
3ЁЂИДКЯдЫЖЏЛњЙЙЕФЩшМЦ
ЮЊСЫТњзуЕЅТнИЫМЗГіЛњТнЮЦЯњЖЄзщКЯФѓКЯЮяСЯЕФдЫЖЏаЮЪНвЊЧѓЃЌИДКЯдЫЖЏЛњЙЙБиаыЩшМЦГЩФмЙЛЪфГігыЦфЯрЗћЕФИДКЯдЫЖЏЗНЪНЃЌМДжїжса§зЊвЛжмЕФЭЌЪБАДЯњЖЄЕФдЫЖЏЙьМЃЧњЯпвЊЧѓЃЌЧАКѓвЦЖЏвЛИіОрРыЁЃ
ИДКЯдЫЖЏЛњЙЙзїЮЊЕЅТнИЫМЗГіЛњТнИЫзЊЖЏЖЏСІЙЉИјдДЃЌЦфЛњЙЙЩшМЦБиаыТњзувдЯТЛљБОвЊЧѓЃК
ЃЈ1ЃЉдЫЖЏЗНГЬТњзуЯњЖЄдЫааЙьМЃвЊЧѓЁЃ
ЃЈ2ЃЉЭљИДОрРыЮШЖЈПЩППЃЌЕїНкЗНБуЁЃ
ЃЈ3ЃЉгазуЙЛЕФЧ§ЖЏЧПЖШЁЃ
ЃЈ4ЃЉЙиНкжсГаЕФАкНЧдкдЪаэЗЖЮЇЁЃ
ИДКЯдЫЖЏЛњЙЙжївЊгЩжїжсЁЂаБХЬЁЂЗНЯђЛЗЁЂЭЦСІжсГаЁЂЙиНкжсГаЁЂЯфЬхзщГЩЁЃжїжсОЕчЛњжБНгЧ§ЖЏа§зЊЁЃ
гЩгкаБХЬЁЂЗНЯђЛЗзщКЯЙЬЖЈдкжїжсжЎЩЯЃЌЗНЯђЛЗгжБЛЙиНкжсГаЪјИПЃЌЖјЪЙжїжсБЛЦШа§зЊЕФЭЌЪБгжЧАКѓвЦЖЏЁЃ
4ЁЂТнЮЦАъЁЂЯњЖЄЧПЖШЩшМЦИФНј
ИУЧПЖШЩшМЦИФНјЕФзіЗЈЪЧдкГЃЙцВЮЪ§ЩшМЦЕФЛљДЁЩЯЃЌЬНЬжЪЙТнЮЦАъМгКёЁЂЯњЖЄдіДжЕФПЩааадЗжЮіКЭИеЖШдіДѓЗљЖШЁЃ
ШчЩЯЫљЪіЃЌТнЮЦАъКЭЯњЖЄЕФдізГЪмЕНЯњЖЄЙьМЃЕФЯожЦЃЌзіЗЈВЛЕБНЋВњЩњЮЦАъгыЯњЖЄИЩЩцЯрзВЁЃФмЗёВЩШЁМгДѓТнЮЦЕМГЬЕФЗНЗЈНтОіИЩЩцЕФЮЪЬтЃП
МгДѓЕМГЬКѓЮЦАъКЭЯњЖЄЪЧЗёБфзГЃПОЙ§РэТлЭЦЫуМАМЦЫуЛњФЃФтбнЪОжЄУїЃКЗНЗЈЪЧПЩааЕФЁЃ
ДЋЭГЕФЩшМЦВЮЪ§вЛАуНЋЭљИДОрРыгыТнИЫжБОЖЕФКЏЪ§ЙиЯЕЖЈЮЊЃКSЃН0.15DЃЌВЂвдДЫЮЊЛљЕуЃЌЩшЖЈТнЮЦВЮЪ§ЁЃ
ТнЮЦжївЊВЮЪ§ЃКTПђМмзѓа§ЃНnSЃЛTзѓа§ЃН5ЃЏ8nSЃЛTгва§ЃНnЃЏ2SЃЛBЃНo.6SЁЃ
ЯњЖЄжївЊВЮЪ§ЃКжБОЖЃН0.6SЁЃЩшМЦИФНјжаЃЌНЋSЕїИпжС0.21DЃЌТнЮЦЁЂЯњЖЄжївЊВЮЪ§АДДЫЛљЪ§МЦЫуЪЕМЪжЕЁЃ
гУЕїећКѓЕФВЮЪ§зіГіТнЮЦЗжВММАЯњЖЄЙьМЃЧњЯпНјаабщжЄЃЌвдШЗБЃЖўепВЛИЩЩцЃЌЭЌЪБЛЙгІЖдвдЯТНсЙЙМАВЮЪ§НјаааЃКЫЃК
ЃЈ1ЃЉИДКЯдЫЖЏЛњЙЙЕФЯрЙиМў
СНжжИФНјЗНЗЈПЩвдМгДѓЭљИДОрРыЃКаБХЬЧуНЧМгДѓЛђМгДѓЙиНкжсГагыжїжсЕФМфОрЁЃШЮКЮвЛжжИФНјЗНЪНЭъГЩКѓЃЌОљашаЃКЫЙиНкжсГаЕФАкНЧЪЧЗёдкдЪаэЗЖЮЇЃЛашаЃКЫЗНЯђЛЗЕФАкЖЏЪЧЗёгаЗСАжЎДІЃЛашаЃКЫЗНЯђЛЗжсЕФПЙЭфЧПЖШЁЃ
ЃЈ2ЃЉЯњЖЄЁЂТнЮЦАъМфЯЖ
МфЯЖЬЋаЁЃЌвзВњЩњИЩЩцВЂЪЙЯњЖЄЭфЧњЃЛЬЋДѓдђМѕЕЭФѓКЯЧПЖШЁЃзЊЫйдНИпЃЌИЩЩцЧуЯђдНДѓЃЛЭЌЪБПМТЧИїжсГаХфКЯМфЯЖЕФгАЯьЃЌИУМфЯЖгІдк0.6mm-0.8mmЁЃ
5ЁЂИФНјАИР§ЗжЮі
вдЪаГЁЪЙгУZЖрЕФ70ЛњаЭЮЊИФНјЪЕбщЖдЯѓЃЌзіСЫвдЯТВЮЪ§ИФНјЃКЭљИДСПдіжС15ЃЌЮЦАъЙЃПэдіжС8ЃЌЯњЖЄжБОЖдіжС8.5ЁЃ
ИФНјКѓЕФЮЦАъЁЂЯњЖЄУїЯдБфзГЁЂИеаддіЧПЁЃВЩгУМгаЁТнФИЁЂаЁТнЖЄЛьШыСЯжаМЗГіЪЕбщЃЌЮДЗЂЯжЮЦАъЖЯСбЁЂЯњЖЄЭфЧњЛђелЖЯЯжЯѓЃЛДѓМгСЯСПЁЂИпЫйМЗГіЪЕбщЃЌЮДЗЂЯжЯњЖЄИЩЩцЯжЯѓЁЃжЄУїИФНјЪЧгааЇКЭГЩЙІЕФЁЃ
6ЁЂНсгяЁЂ
ЕЅТнИЫЭљИДЪНМЗГіЛњЕФТнИЫЁЂЯњЖЄЩшМЦЃЌПЩвдДђЦЦДЋЭГЩшМЦВЮЪ§ЪјИПЃЌЪЪЕБЕиМгДѓНсЙЙГпДчЃЌвддіМгЕжгљгВЮяЦЦЛЕЕФФмСІЃЌНтОіЦфадФмВЛзуЃЌЪЙжЎГЩЮЊИќЭъЩЦЕФЛњаЭЁЃ
ЃЈРДдДЃКЭјТчЃЉ
АцШЈ@2017ЭпЗПЕъЙтбєжсГаЙЩЗнгаЯоЙЋЫО СЩICPБИ19015531КХ-1
 аХЯЂ
аХЯЂ ПьЫйСДНг
ПьЫйСДНг ЙизЂЮвУЧ
ЙизЂЮвУЧ

 МЏЭХ
МЏЭХ
